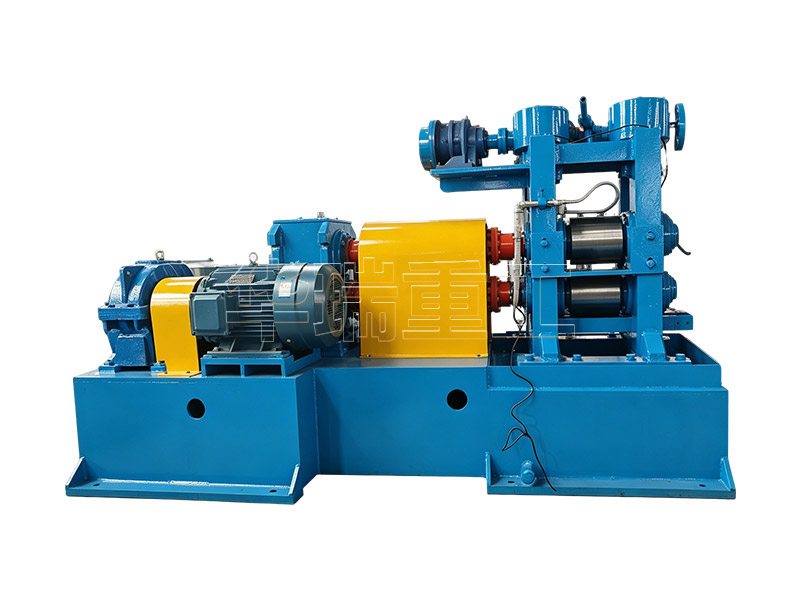
四辊精轧机轴承座是支撑工作辊、支撑辊辊系的核心承载部件,轴盒加工精度、装配精度、使用磨损精度直接决定辊缝稳定性、辊系平行度与轧机刚度,是造成板材厚度公差、板形公差、侧边尺寸超差的关键因素。巩义市华瑞重工机械对四辊轧机的轴盒从精加工到装配更是严格把控。
生产中轴盒精度管控,优化成品公差的措施
1.新机加工阶段精度管控四辊精轧机
四辊精轧机轴盒轴承孔采用镗床一次镗削,保证同轴度、平行度,内孔圆度、圆柱度控制在IT6~IT7级公差;冷轧机轴盒底面、导向面磨削加工,平面度≤0.02mm/m,保证与机架均匀贴合。

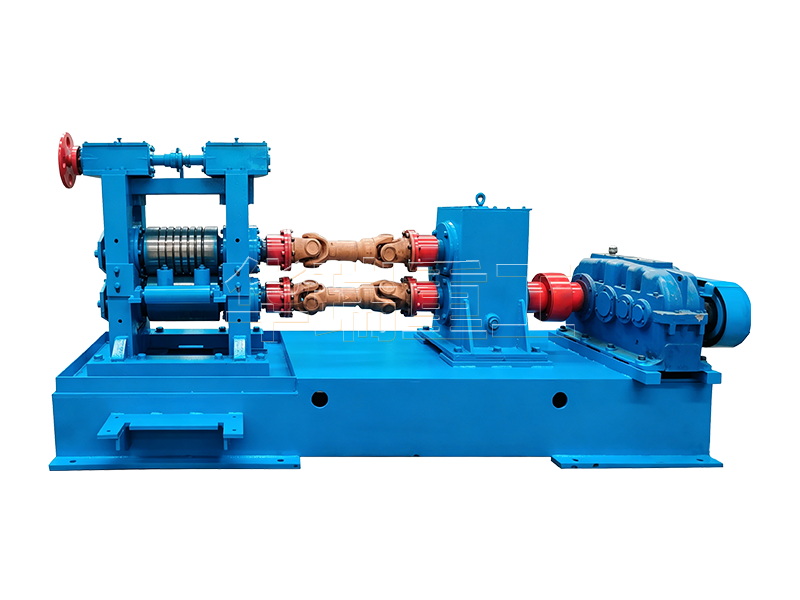
2.装配精度控制
成对的冷轧机轴承座配磨垫板,保证传动侧-操作侧轴盒等高差≤0.03mm;严格控制轴承与轴盒孔配合间隙,根据四辊精轧机轴承型号选用过渡配合、小间隙配合,避免过大偏心。

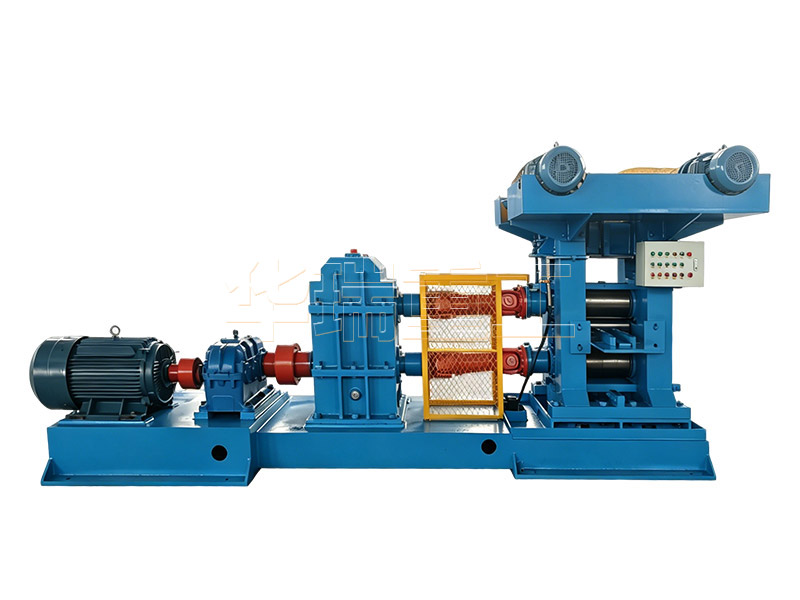
3.轧制工艺补偿
四辊精轧机轴承座精度存在微量固有误差时,通过AGC厚度自动控制系统、弯辊系统补偿辊缝偏差,抵消部分因轴盒精度带来的成品。


 地址:
巩义市康店镇焦湾村(康店工业园区)
地址:
巩义市康店镇焦湾村(康店工业园区)