
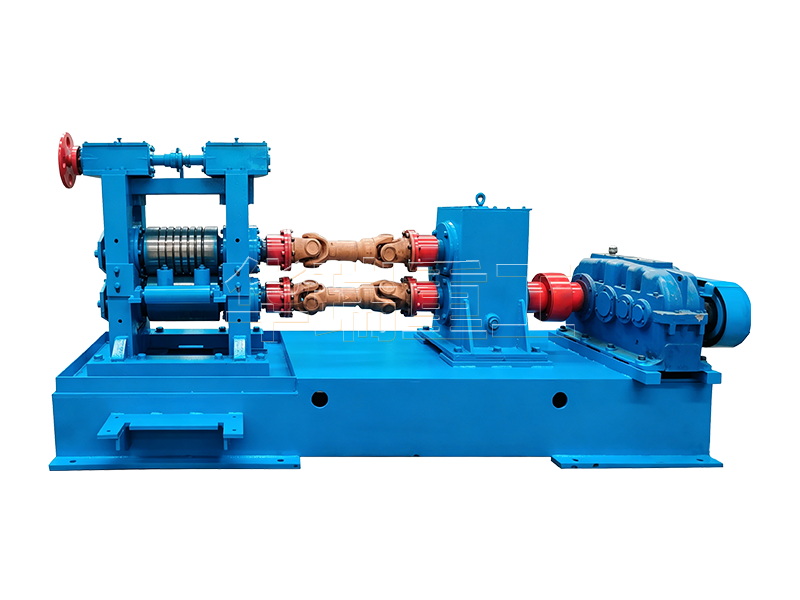
四辊热轧机由两根工作辊 + 两根支承辊组合而成,属于高精度热态轧制设备。上下小直径工作辊直接接触轧件完成塑性变形,大直径支承辊紧贴工作辊,有效抵消轧制力带来的辊体挠曲。设备运行温度 1100~1250℃,可单机往复轧制,也可多机架串联组成连轧生产线,主要生产高精度热轧扁钢、宽带钢、中厚板、特种型材,...
四辊热轧机由两根工作辊 + 两根支承辊组合而成,属于高精度热态轧制设备。上下小直径工作辊直接接触轧件完成塑性变形,大直径支承辊紧贴工作辊,有效抵消轧制力带来的辊体挠曲。设备运行温度 1100~1250℃,可单机往复轧制,也可多机架串联组成连轧生产线,主要生产高精度热轧扁钢、宽带钢、中厚板、特种型材,兼顾大压下量与高尺寸精度,多用于对产品品质要求较高的热轧生产线。
坯料预处理:方坯 / 板坯经加热炉升温至工艺温度,高压水清除表面氧化皮,由输送辊道送入轧机。
辊系受力轧制:高温坯料被旋转的工作辊咬入辊缝,在轧制压力作用下发生减厚、延展;工作辊将巨大轧制力传递给外侧支承辊,依靠支承辊高刚性辊身弯曲,保证辊缝均匀。
轧制模式
单机架:采用往复轧制,坯料多次往返通过辊缝,逐道次完成压下,直至达到目标规格。
多机架连轧:坯料依次通过各机架连续轧制,粗轧开坯、精轧定型,全线匹配速度与张力。
辊缝调控:通过电动 / 液压压下机构准确调节辊缝,配合倾斜调节、弯辊装置修正板形,控制尺寸公差。
后道精整:轧制成品经冷却、热剪 / 热锯定尺、矫直、检验后入库,或作为冷轧、深加工原料。
刚性强,精度突出:支承辊分担载荷,工作辊变形小,尺寸精度、板形远优于二辊、三辊热轧机。
适配大压下量:可实现单道次大压下,减少轧制道次,提升整体生产效率。
板形控制优异:标配弯辊、压下倾斜等机构,可有效改善边浪、中浪、镰刀弯等缺陷。
产品覆盖面广:可轧制普碳钢、低合金钢、合金结构钢、弹簧钢等多种材质,宽窄、厚薄规格适配性强。
运行稳定寿命长:工作辊直径小、磨损均匀,支承辊受力合理,整机故障率低,连续作业能力强。
成材率高:轧制过程不易跑偏、尺寸波动小,综合成材率更高。
板材型材:高精度热轧扁钢、中宽带钢、中厚板材、专用结构型材。
汽车制造:汽车大梁板、底盘结构件、板簧坯料、冲压热轧基板。
钢结构工程:高精度预埋件、大型钢结构连接板、机械框架用料。
冶金深加工:冷轧原料、涂镀基板、带钢母材。
重工 / 特种设备:工程机械配件、压力容器板、农机高强度型材。
| 项目 | 小型四辊热轧机 | 中型四辊热轧机 | 大型四辊热轧机 |
|---|---|---|---|
| 适用材质 | 普碳钢、低合金钢、合金结构钢 | 同左 | 同左 |
| 原料规格 | 80×80~120×120mm | 120×120~160×160mm | 160×160~220×220mm |
| 轧制温度 | 1100~1250℃ | 1100~1250℃ | 1100~1250℃ |
| 成品厚度 | 3~16mm | 5~30mm | 8~50mm |
| 成品宽度 | 50~200mm | 100~400mm | 150~600mm |



 地址:
巩义市康店镇焦湾村(康店工业园区)
地址:
巩义市康店镇焦湾村(康店工业园区)