
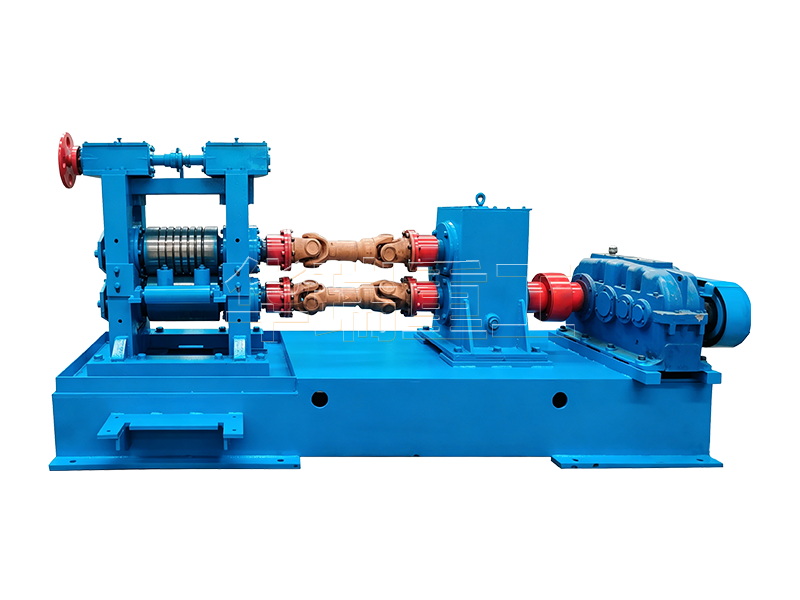
热轧型钢生产线是全流程连续式热态轧制成套装备,集成上料、加热、除鳞、粗轧、中轧、精轧、冷却、定尺、矫直、收集等单元,以钢坯为原料,在高温下连续轧制成各类标准及异型钢型材。生产线多采用平 - 立轧机交替布置,自动化、连续化程度高,可批量生产圆钢、方钢、角钢、槽钢、工字钢、扁钢等产品,是冶金、建材、机械...
热轧型钢生产线是全流程连续式热态轧制成套装备,集成上料、加热、除鳞、粗轧、中轧、精轧、冷却、定尺、矫直、收集等单元,以钢坯为原料,在高温下连续轧制成各类标准及异型钢型材。生产线多采用平 - 立轧机交替布置,自动化、连续化程度高,可批量生产圆钢、方钢、角钢、槽钢、工字钢、扁钢等产品,是冶金、建材、机械行业主流规模化制线设备,分为半连续、全连续两种主流布局。
原料输送:方坯 / 板坯经上料系统有序输送至步进式加热炉。
加热保温:坯料加热至 1100~1250℃,保证金属塑性均匀,避免轧制开裂。
高压除鳞:高压水冲击去除表面氧化铁皮,提升成品表面质量。
连续轧制
粗轧段:多架轧机完成大压下开坯,缩减截面、初步定型。
中轧段:进一步规整截面,过渡至成品尺寸。
精轧段:平、立轧机交替轧制,控尺寸、断面形状与表面,配合微张力控制防止堆钢、拉钢。
冷却输送:轧制成型的型钢经辊道输送至冷床,自然 / 强制冷却,稳定金相组织与力学性能。
精整加工:冷态型钢经飞剪 / 热锯定尺、多辊矫直,修正弯曲、扭曲缺陷。
检验打包:在线探伤、外观检验后,自动捆扎、码垛,成品入库。
产能规模大:全线连续作业,自动化程度高,适合大批量规模化生产。
尺寸精度稳定:多机架连轧 + 闭环张力控制,断面、长度公差均匀,产品一致性好。
品类拓展性强:更换轧辊、孔型即可生产多种型钢,一机多用,换产便捷。
成材率高:流程衔接紧凑,轧制损耗低,综合成材率≥97%。
人力成本低:全线 PLC 集中自控,少人值守,运行稳定、故障率低。
综合能耗优:连续化生产热损耗小,单位产品能耗低于单机往复轧制。
建筑工程:角钢、槽钢、工字钢、螺纹钢、建筑用扁钢、方钢,用于厂房、桥梁、钢结构框架。
机械制造:圆钢、方钢、异型钢,作为设备机架、轴类、支架、齿轮坯原料。
交通基建:轨道交通配件、护栏型钢、路基支护型材。
五金钢结构:幕墙骨架、货架型材、管件坯料、五金加工原材料。
矿山 / 农机:高强度结构型钢、耐磨型钢、农机配件用料。
| 项目 | 小型型钢线 | 中型型钢线 | 大型型钢线 |
|---|---|---|---|
| 原料类型 | 方坯 | 方坯 / 板坯 | 大规格方坯 / 板坯 |
| 原料规格 | 60×60~100×100mm | 100×100~160×160mm | 160×160~220×220mm |
| 轧制温度 | 1100~1250℃ | 1100~1250℃ | 1100~1250℃ |
| 主打成品 | 小圆钢、小扁钢、小型角钢 | 圆钢、扁钢、中小角钢、槽钢 | 工字钢、大槽钢、大型角钢、中厚扁钢 |
| 成品规格 |
圆钢 Φ10~Φ32mm
|
圆钢 Φ32~Φ65mm
|
圆钢 Φ65~Φ120mm
|
| 定尺长度 | 3~9m(可定制) | 4~12m(可定制) | 6~15m(可定制) |



 地址:
巩义市康店镇焦湾村(康店工业园区)
地址:
巩义市康店镇焦湾村(康店工业园区)